

Masuk Bebas bergabung








1 / 5
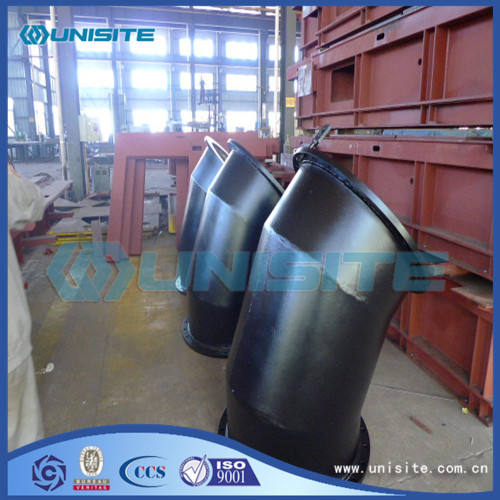
Pipa baja panas ditekuk
| Model No. : | USA-071 |
|---|---|
| Brand Name : | UniSite |
| Dimension : | As Per Drawing/order |
Ningbo, Zhejiang, China
- Pabrikan
- Perusahaan perdagangan
- Layanan OEM
- Sertifikasi Platform










Deskripsi Produk

Proses produksi
Proses pengelasan siku produksi, jika radius siku panjang, Anda harus terlebih dahulu memilih spesifikasi, mengedepankan bahan tabung. Spread ratio, melalui perhitungan teoritis, tingkat ekspansi umum 35% - 33%, dan push back. Radius pendek 219mm diameter diameter umum yang meluas 50%. Bahan baku yang dipilih, dalam bahan sesuai dengan spesifikasi siku, maka pertimbangkan jari-jari kelengkungannya, misalnya siku 90 derajat, dengan kelengkungannya bisa mengetahui berapa banyak bahan yang bisa diolah dengan siku 90 DEG. Hal ini dapat dihitung dengan perhitungan teoritis, kemudian dipotong dengan panjang panjang. Akhirnya, sistem dorongan material.
Anda mungkin pernah melihat mesinnya, sebenarnya sangat sederhana. Ini adalah mandrel berbentuk tanduk atau mandrel, mandrel berubah dari tipis ke tebal, mendorong proses adalah proses berkembang dengan lentur. Dibalik bagian pipa pendukung untuk menembus bahan mandrel, salah satu di belakang lengkungan lengkung akan tetap mandrel. Ada mobil di tengah, beberapa mobil melalui transmisi hidrolik, dan beberapa melalui transmisi mekanis yang screw drive, lalu dorong mobil ke depan. Mendorong tabung mobil di sepanjang mandrel untuk maju, di luar mandrel memiliki koil, pemanasan tabung, pemanasan bagus, lalu gerobak untuk menekan pipa dan mengolah a. Setelah menekan, siku ke keadaan termal plastik. Karena beberapa siku ditangani dengan benar, maka akan terdistorsi, yang tidak diperbolehkan. Selain itu, setelah pendorong umumnya diameter luar ujung depan untuk dibentuk kembali oleh cetakan plastik besar. Cetakan plastik sebenarnya adalah sebuah pers, untuk memiliki satu set cetakan, 2,5 busur, naik turun masing-masing. Setelah membentuk diameter luar produk jadi telah mencapai persyaratan ukuran.
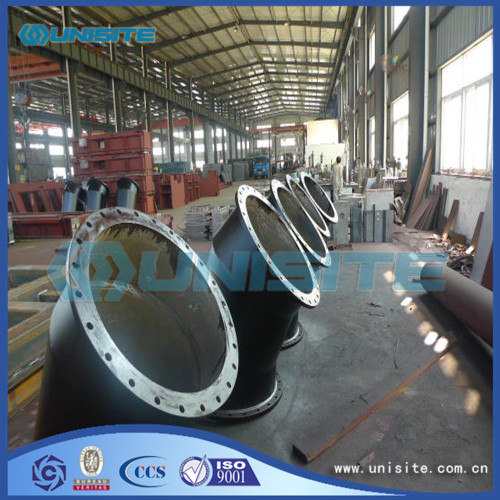
Ketebalan dinding material dikontrol oleh ketebalan dinding. Tebal dan toleransi ketebalan dinding pipa sama, yaitu 12,5%. Dalam proses mendorong, dalam keadaan normal, ketebalan dinding tidak boleh berubah, namun jika karena alasan alat, beberapa tempat akan reduksi terjadi fenomena dinding, umumnya disediakan material dan ketebalan dinding ditambah beberapa tunjangan, seperti pada Siku adalah ketebalan dinding 8.18mm, umumnya disediakan tabung sekitar 8,5 mm, mencegah dalam mendorong sistem karena berkurangnya ketebalan lokal dan super buruk. Setelah seluruh bentuk, diameter luar dan ketebalan dinding siku mencapai kebutuhan. Berikut adalah proses finishing, setelah perawatan peening shot, permukaan bagian dalam dan permukaan luar siku pengotor oksida besi, ujung alur pengolahan untuk pengelasan. Setelah mengecek, memutar kata baja, cat semprot, kemasan dan proses lainnya, Anda bisa meninggalkan pabrik. Di atas 24 "mengikuti pipa baja mulus sebagai bahan baku, metode pengolahan siku, lebih dari 24" setelah lebih dari 600 mm, siku maksimum antara 2.032 meter ~ 2.80 meter, terbuat dari pelat baja. Pelat baja sesuai dengan persyaratan potongan bahan, seperti cetakan UOE, stamping die stamping ke putaran. Ada dua bagian dan kemudian dirakit dan dilas. Karena adanya lapisan las, maka kita harus melakukan pengujian tak rusak. Karena adanya tegangan pengelasan, perlakuan panas harus dilakukan. Siku pengelasan lebih dari dua proses: satu adalah pendeteksinya, satu adalah perlakuan panas. Program lain juga sama.
Tekuk pipa
Akurasi tinggi, pastikan sudutnya (+/- 0.1), panjang akord
Turunkan biaya terhadap tikungan lainnya
Pendek dibangun
Foto Dilas baja panas pipa tikungan kami




Bagaimana cara menghubungi kami?
Kirim Anda Rincian Kirim di bawah ini, Klik "Send" Sekarang!















Ningbo, Zhejiang, China
- Pabrikan
- Perusahaan perdagangan
- Layanan OEM
- Sertifikasi Platform
Kirim pertanyaan Anda ke pemasok ini